

Solusi Teknis untuk Mengatasi Kecepatan Ekstrusi Tidak Seimbang pada Garis Ekstrusi Profil Plastik Empat Rongga
Solusi Teknis untuk Mengatasi Kecepatan Ekstrusi Tidak Seimbang pada Garis Ekstrusi Profil Plastik Empat Rongga
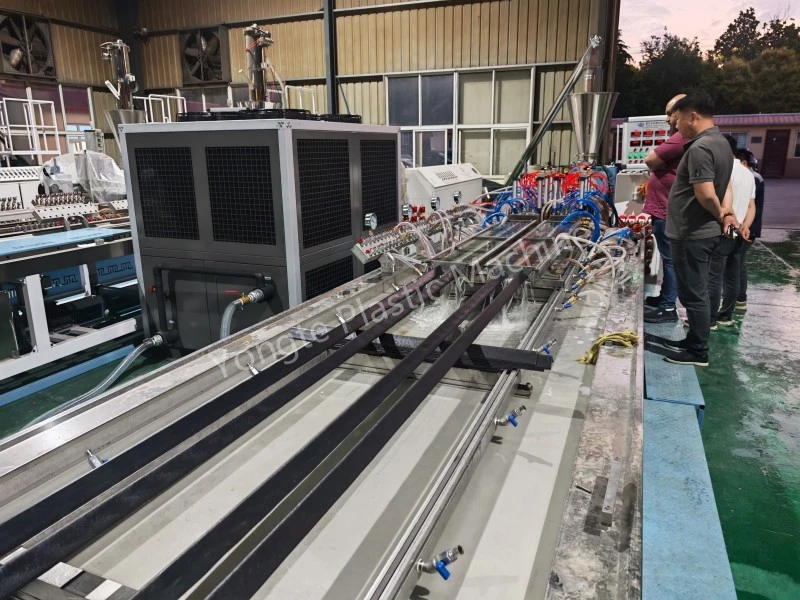
Dalam proses produksi ekstrusi profil plastik empat rongga, kecepatan ekstrusi yang tidak seimbang di antara empat rongga merupakan masalah teknis yang umum. Masalah ini secara langsung akan menyebabkan keakuratan dimensi produk yang tidak konsisten, ketebalan dinding yang tidak rata, profil yang cacat, dan penurunan hasil produksi, sehingga sangat membatasi stabilitas dan efisiensi produksi massal. Berdasarkan bahan produksi aktual dan spesifikasi produk pelanggan, tim teknik Yongte telah mengembangkan skema desain die dan sistem pendukung yang dioptimalkan secara profesional untuk menyelesaikan secara menyeluruh masalah kecepatan operasi yang tidak konsisten dari profil empat rongga, mewujudkan produksi jalur ekstrusi empat rongga dengan presisi tinggi, stabil dan sinkron.
1. Latar Belakang Masalah Teknis
Cetakan ekstrusi empat rongga terintegrasi tradisional mengadopsi struktur pemanas dan kontrol aliran integral. Dipengaruhi oleh faktor-faktor seperti distribusi aliran lelehan yang tidak merata, penyimpangan suhu area lokal cetakan, dan kesalahan perakitan pemrosesan, kecepatan ekstrusi keempat rongga tersebut rentan terhadap ketidakkonsistenan selama produksi berkelanjutan. Penyimpangan kecepatan antar rongga akan menyebabkan perbedaan kecepatan pembentukan profil dan penyusutan pendinginan, yang mengakibatkan cacat kualitas batch seperti lengkungan, deformasi, ukuran di luar toleransi, dan kerataan permukaan produk jadi yang tidak rata, yang tidak dapat memenuhi standar tinggi persyaratan produksi profil plastik.
2. Skema Desain Dioptimalkan Profesional
Dikombinasikan dengan karakteristik bahan baku pelanggan, parameter struktur produk, dan kondisi produksi di lokasi, para insinyur Yongte telah melakukan desain khusus yang ditargetkan untuk struktur cetakan, kontrol aliran, pemotongan traksi, dan sistem pengangkutan tambahan, dengan solusi teknis terperinci sebagai berikut:
2.1 Struktur Tubuh Die Ganda dengan Kontrol Suhu Independen
Badan cetakan empat rongga integral asli dioptimalkan untuk astruktur tubuh mati ganda independen, dengan setiap badan cetakan dilengkapi dengan dua rongga ekstrusi. Kedua set badan cetakan sepenuhnya independen dalam desain struktural dan sistem kontrol suhu. Setiap badan cetakan dikonfigurasikan dengan modul pemanas independen dan unit kontrol suhu, yang dapat mewujudkan penyesuaian suhu presisi terpisah dan kontrol suhu konstan. Desain ini secara efektif memecahkan masalah ketidakkonsistenan fluiditas leleh yang disebabkan oleh penyimpangan suhu cetakan integral, menstabilkan keadaan leleh plastik setiap rongga dari sumbernya, dan menghilangkan penyebab mendasar perbedaan kecepatan antara badan cetakan yang berbeda.

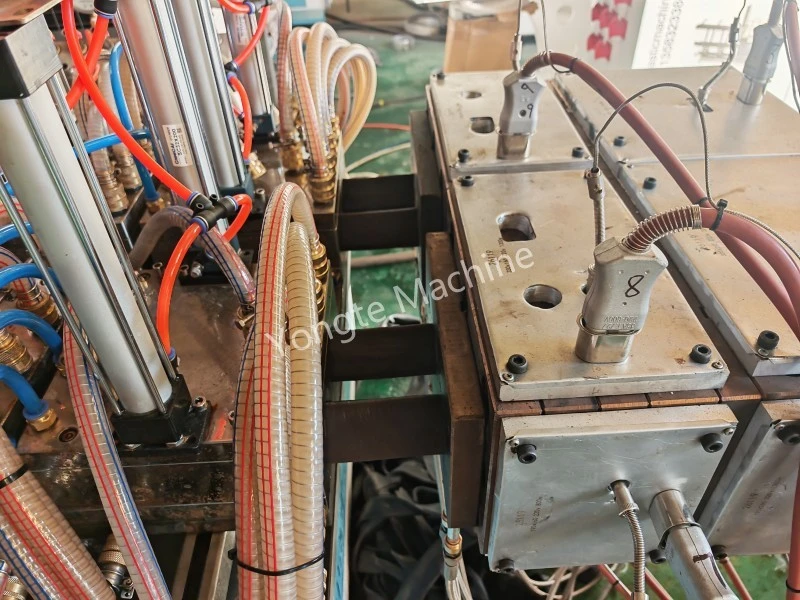
2.2 Mekanisme Penyesuaian Aliran Independen untuk Badan Die Tunggal
Setiap badan cetakan independen dilengkapi dengan perangkat mur pengatur aliran khusus. Untuk penyimpangan kecepatan dua rongga di dalam badan cetakan tunggal yang sama yang disebabkan oleh perbedaan aliran kecil dan kesalahan perakitan, penyesuaian halus online dapat dilakukan melalui mur penyesuaian aliran. Dengan secara tepat menyesuaikan aliran pengumpanan lelehan dari satu rongga, kecepatan ekstrusi dua rongga dalam badan cetakan yang sama dapat dijaga agar tetap sinkron, mewujudkan kalibrasi tingkat mikro dari kecepatan rongga dan memastikan keseragaman keluaran ekstrusi dan kecepatan pembentukan masing-masing rongga dalam kelompok yang sama.
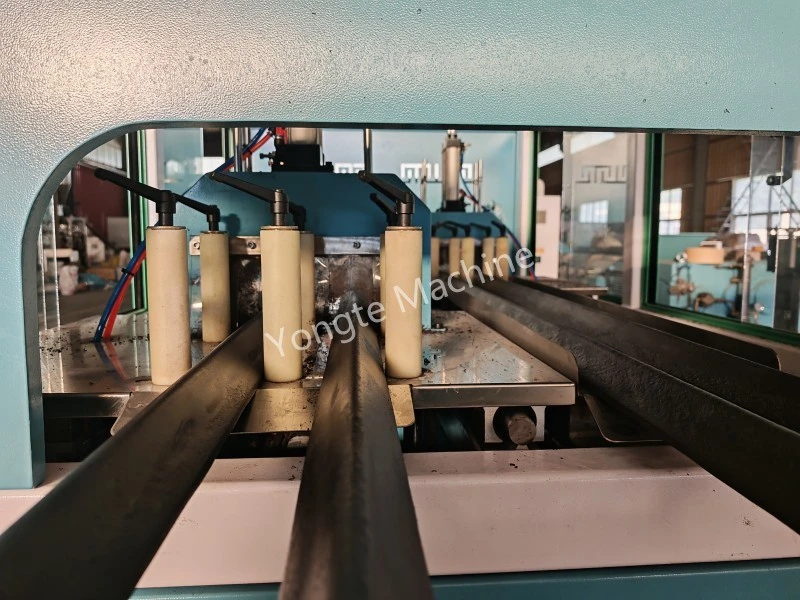
2.3 Sistem Kontrol Kecepatan Traksi Independen Ganda
Satu set sistem traksi independen ganda dikonfigurasi agar sesuai dengan bodi cetakan ganda dan tata letak rongga kelompok ganda. Berbeda dari mode traksi tunggal tradisional yang menggerakkan empat rongga secara bersamaan, kedua set peralatan traksi beroperasi secara independen dengan program kontrol kecepatan terpisah. Sistem ini dapat secara mandiri menyesuaikan kecepatan traksi dari dua kelompok profil dua rongga sesuai dengan kecepatan ekstrusi aktual dari dua badan cetakan, mewujudkan pencocokan dinamis antara kecepatan ekstrusi dan kecepatan traksi, menghindari peregangan profil, penyusutan, dan penyimpangan dimensi yang disebabkan oleh traksi asinkron, dan selanjutnya memastikan konsistensi kecepatan keseluruhan dari empat rongga.

2.4 Sistem Pemotongan Panjang Tetap Independen
Sesuai dengan struktur ekstrusi dan traksi kelompok ganda, dua set sistem pemotongan independen dilengkapi untuk operasi pemotongan dengan panjang tetap yang terpisah. Setiap sistem pemotongan secara independen melacak dan mencocokkan kecepatan lari dan langkah pengumpanan dari kelompok profil yang sesuai. Mode kontrol pemotongan independen menghilangkan kesalahan pemotongan dan ketidakkonsistenan panjang yang disebabkan oleh pemotongan profil terpadu dengan sedikit perbedaan kecepatan, memastikan akurasi pemotongan panjang tetap dari setiap profil rongga, dan meningkatkan tingkat kualifikasi produk.
2.5 Pencocokan Sistem Penyampaian dan Penumpukan Otomatis
Dua set rak pengangkutan dan penumpukan independen dikonfigurasikan, yang disesuaikan secara tepat dengan sistem pemotongan ganda. Setelah selesainya pemotongan dengan panjang tetap oleh peralatan pemotongan, peralatan pengangkut dan penumpukan secara otomatis menyelesaikan pekerjaan penerimaan, pengangkutan, dan penumpukan material dari kelompok profil yang sesuai. Pengoperasian sistem pengangkutan yang sinkron dan independen menghindari akumulasi material, ekstrusi, dan kebingungan pengangkutan yang disebabkan oleh kecepatan asinkron dari profil rongga yang berbeda, memastikan kelancaran dan kontinuitas pengoperasian seluruh lini produksi, dan mewujudkan produksi yang otomatis dan teratur.

3. Keuntungan Teknis dan Efek Produksi
Melalui desain khusus sistematis di atas, masalah kecepatan ekstrusi empat rongga yang tidak konsisten dalam produksi profil plastik terpecahkan sepenuhnya. Kontrol suhu independen cetakan ganda + penyesuaian halus aliran grup tunggal + sistem traksi dan pemotongan independen ganda membentuk kalibrasi kecepatan tautan penuh dan sistem kontrol sinkron. Skema ini memiliki keuntungan signifikan sebagai berikut: pertama, mewujudkan kontrol sumber aliran dan suhu lelehan, dan menghilangkan perbedaan kecepatan awal ekstrusi; kedua, ia mewujudkan penyesuaian kecepatan yang dinamis dan halus dalam proses produksi untuk memastikan operasi sinkron jangka panjang dari empat rongga; ketiga, sistem bantu otomatis yang cocok meningkatkan stabilitas produksi dan konsistensi produk jadi.
Setelah verifikasi produksi di tempat, desain yang dioptimalkan ini secara efektif mengurangi toleransi dimensi dan tingkat cacat pembentukan profil empat rongga, meningkatkan stabilitas produksi secara keseluruhan dan efisiensi produksi jalur ekstrusi, dan cocok untuk produksi standar berbagai profil plastik dalam jangka panjang dan bervolume tinggi.

Berita Terkait
- Pengiriman Lini Produksi Profil Plastik 4 Rongga ke Yordania Setelah Komisioning Berhasil
- Solusi Profesional untuk Permukaan Pintu Komposit Kayu-Plastik yang Menguning, Goresan, dan Retak
- Mesin Ekstrusi Profil Plastik Daur Ulang 4 Rongga Mencapai kecepatan tinggi 8meter/menit
- Solusi Masalah Produksi Extruder WPC
- Bahan apa yang bisa digunakan pada mesin Yongte WPC?
- Lini Produksi Daur Ulang Tekstil Berhasil Diuji
Tinggalkan aku pesan











